In einem Spritzgießwerkzeug wird die Kunststoffmasse über den Verteilerkanal in die Kavitäten (Formnest) eingespritzt. Dann muss der Kunststoff schnellstmöglich erstarren. Dazu wird das Werkzeug gekühlt oder besser temperiert.
Bei technischen Kunststoffen kann die Werkzeugtemperatur 80°C betragen. Bei schnell entformbaren Teilen wird das Kühlwasser sogar unter 0°C (Frostschutzmittel) temperiert.
Wichtig ist es die Kühlung möglichst homogen (gleichmäßig) auszulegen. Dann ist sichergestellt, dass die Zykluszeiten möglichst gering sind. Zudem sollen Verzug und Einfallstellen nicht entstehen, oder so gering wie möglich sein!
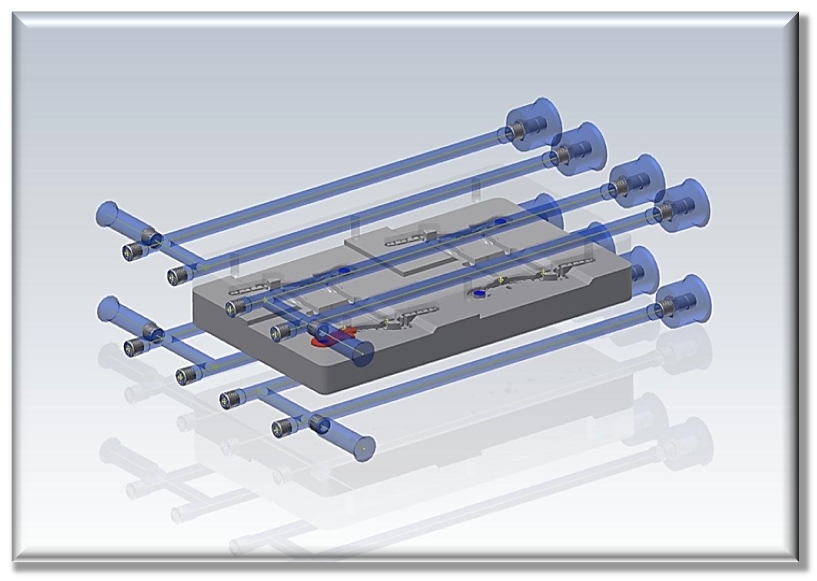
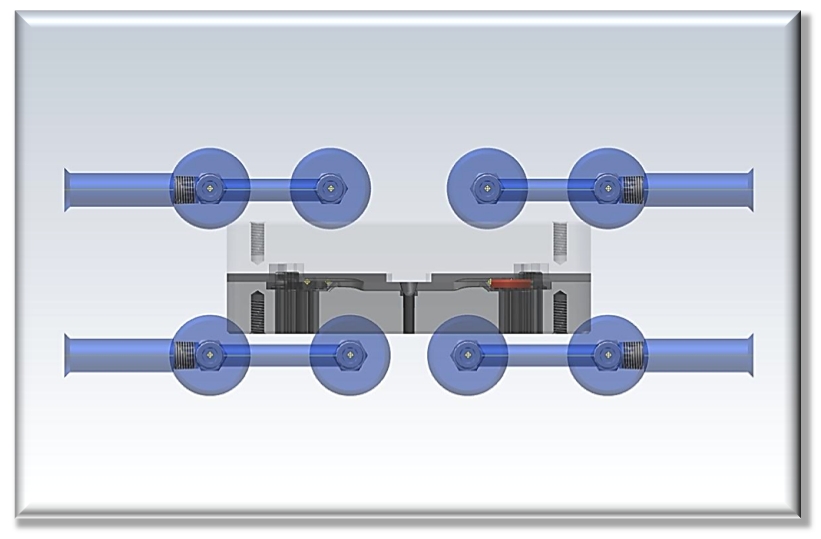
Eine Kühlung kann bei kleinen Teilen darin bestehen, dass nur die Formplatten gekühlt werden (Bild). Je größer das Schussgewicht und Wandstärken sind, um so mehr ist auf die Kühlung / Temperierung zu achten.
Das Ziel ist es eine möglichst homogene Temperierung zu erreichen. Dabei ist natürlich die Geometrie des Teiles von entscheidender Bedeutung. Besitzt das Spritzgießteil sehr unterscheidliche Wandstärken, kann es schwierig werden eine optimale Kühlung zu plazieren. Die Auswikrungen können Verzug (Durchbiegung), Hotspots (heiße Masseansammlungen), Bindenähte (Zusammenfluß der Kunststoffschmälze) und weitere ungewünschte Erscheinungen sein.
Der Abstand von der Kühlung zur Kavität sollte möglichst "gleichmäßig" sein: